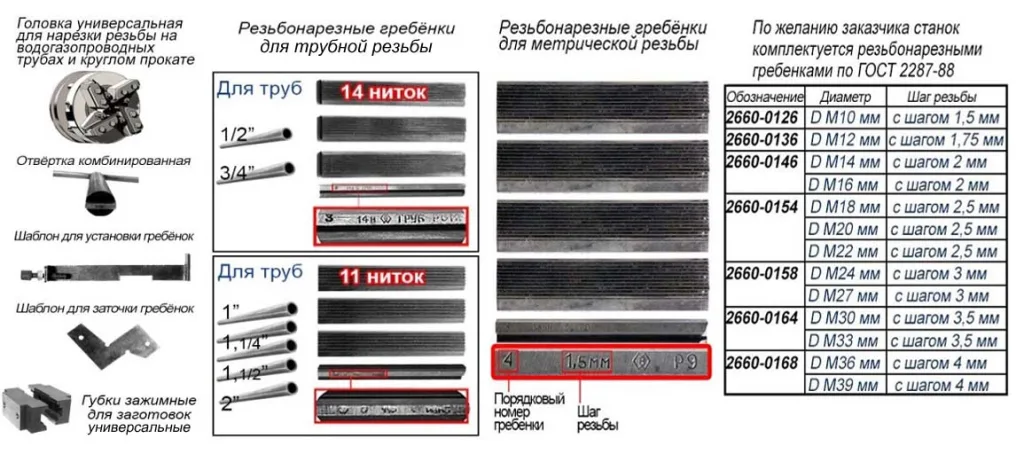
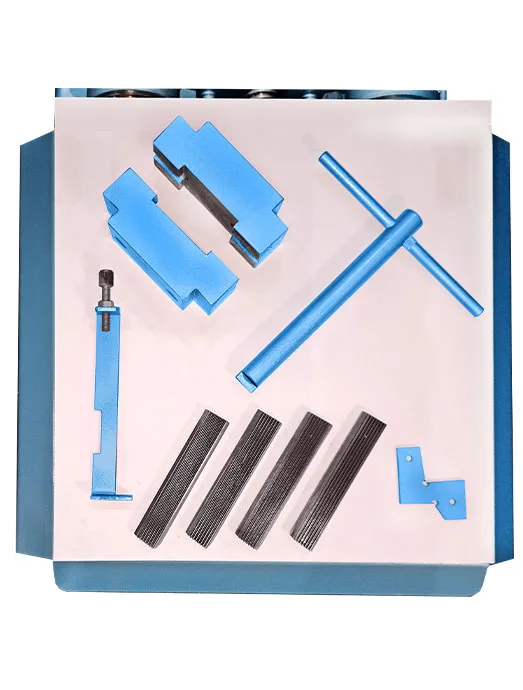
| Комплект гребенок для нарезания метрической резьбы -2660-0126 с шагом 1,5 мм. | Комплект гребенок для нарезания метрической резьбы -2660-0136 с шагом 1,75 мм. | Комплект гребенок для нарезания метрической резьбы -2660-0146 с шагом 2 мм. | Комплект гребенок для нарезания метрической резьбы -2660-0154 с шагом 2,50 мм. | Комплект гребенок для нарезания метрической резьбы -2660-0158 с шагом 3 мм. | Комплект гребенок для нарезания метрической резьбы -2660-0164 с шагом 3,50 мм. | Комплект гребенок для нарезания метрической резьбы -2660-0168 с шагом 4,00 мм. |
| Диаметр резьбы, М,мм/Шаг резьбы | Диаметр резьбы, М,мм/Шаг резьбы | Диаметр резьбы, М,мм/Шаг резьбы | Диаметр резьбы, М,мм/Шаг резьбы | Диаметр резьбы, М,мм/Шаг резьбы | Диаметр резьбы, М,мм/Шаг резьбы | Диаметр резьбы, М,мм/Шаг резьбы |





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}