
Коррекция длины заготовки трубы на изгиб (К фактор)
Гибка труб является важным процессом в механической обработке, особенно в таких отраслях, как автомобилестроение, строительство и производство. При гибке каркасных конструкций или трубопроводов важно учитывать деформации, возникающие в материале.
Одним из ключевых понятий, позволяющим точнее учитывать эти деформации, является изменение длины изделия после гиба –
К-фактор.
В данной статье мы рассмотрим, что такое К-фактор, его значение в гибке труб, а также методику его расчета при использовании трубогибочного станка УГС-6/1А с радиусом гиба заданным оснасткой.
Что такое К-фактор?
Он отражает, как материал труб деформируется в процессе гибки и позволяет рассчитать изменение длины трубы в процессе обработки. К-фактор служит для вычисления длины трубы после ее изгиба, что позволяет предсказать и избежать возможных ошибок при производстве.
Значение К-фактора
Изменение длины
Изменение длины учитывает изначальный размер трубы и радиус изгиба, К-фактор позволяет рассчитать конечный размер трубы после изгиба.
Точность обработки
Правильное значение расчет К-фактора позволяет избегать несоответствий размеров при последующей сборке конструкций.
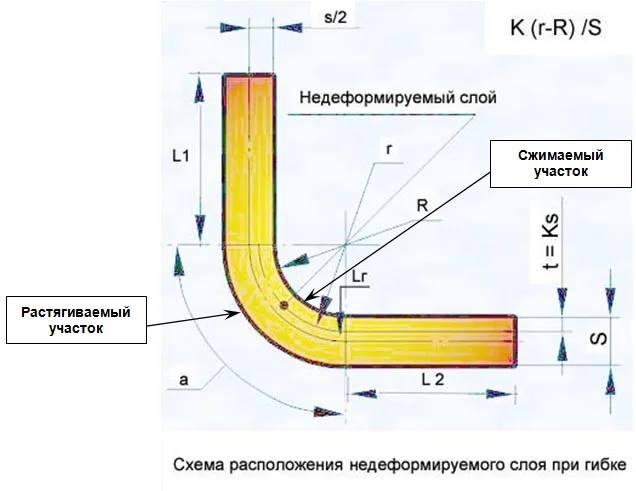
Длина развертки криволинейного участка определяется как длина дуги окружности радиусом r по формуле:
Lг=п*r*a/180, где п=3,14;
r – радиус недеформируемого слоя, который не растягивается и не сжимается при изгибе;
a -угол гиба в градусах.
В интервале от недеформируемого слоя до внутреннего радиуса гиба происходит сжатие материала.
В интервале от недеформированного слоя до внешнего радиуса гиба происходит растяжение материала.
В большинстве материалов изгибаемых на универсальных трубогибочных станках предел упругости на сжатие больше предела упругости на растяжение.
Поэтому как правило недеформированная плоскость смещена к внутреннему радиусу гиба.
Так как недеформированный слой смещен к центру изгиба, то 0<K≤0,5.
К-фактор зависит от отношения внутреннего радиуса гибки R к толщине металла s.
Расчет длины: Общая длина заготовки должна равняться сумме длины прямолинейных участков и длины дуги окружности (L1+L2+Lг).
Гибка
Важно отметить, что для различных типов труб и материалов радиусов гиба могут быть различные показатели К-фактора.
Для достижения наилучших результатов следует производить тестовые гибки и корректировать значения К-фактора в соответствии с практическими результатами.
Правильное его значение и расчет особенно важны при использовании универсального трубогиба УГС-6/1А, поскольку они позволяют достичь высоких стандартов качества и точности в производстве.
Знание и применение К-фактора способствует повышению эффективности обработки и уменьшению количества брака в производственных процессах.