
Пружинение заготовок при гибке на трубогибочных, профилегибочных станках и приспособлениях
Наиболее применяемый математический аппарат для учета эффекта пружинения предусматривает использование так называемого коэффициента эластичности ( упругости ) Кs (далее Кs фактор).
Полагают что изменения угла, реального угла гиба относительно угла задаваемого оснасткой оборудования прямо пропорционально коэффициенту Кs. В тоже время изменение диаметра гиба обратно пропорционально рассматриваемому коэффициенту.
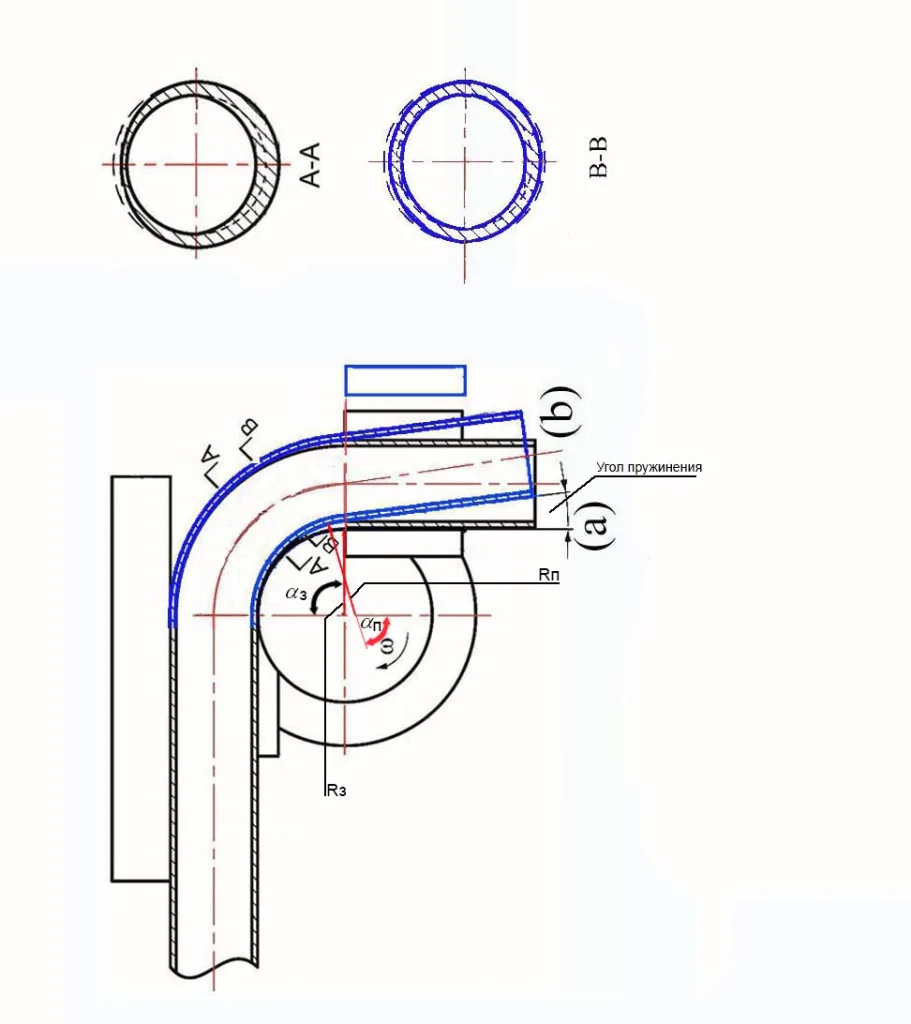
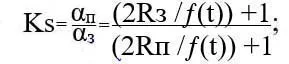
αз – угол заданный;
αп – угол полученный;
Rз – радиус заданный;
Rп – радиус полученный;
ƒ(t) – функция толщины стенки трубы.
В универсальном трубогибе УГС-6/1А возможно применение встроенного математического аппарата, который позволит производить сразу изделия с необходимым углом гиба, после ввода в систему значения угла пружинения.
В тоже время на профилегибах типа УГС-6/2А и УГС-6/3 имеется возможность корректировать радиусы гиба, однако при изменении величины смещения прижимных роликов сила реакции увеличивается.
Сила реакции опоры не позволит использовать вышеперечисленные формулы для компенсации пружинения без введения дополнительных переменных в расчеты.
В тоже самое время при пружинении происходит смещение недеформированного слоя внутренней части гиба (подробнее рассмотрено статье К-фактор).
На сечениях трубы показано изменение стенки оной в зависимости от выше названного слоя.
Поэтому принято использовать в качестве аргумента функции ƒ(t) толщину стенки трубы до операции гиба.
В связи с неравномерной толщиной стенки трубы возникает тенденция к изменению круглого сечения в сторону овального что нивилируется приминением правильно спроектированной оснастки.
В связи с изменениями толщины стенок трубы в случае использования в качестве заготовок сварных труб, предпочтительно расположение шва в недоформированной зоне.